Technical Evaluation & Design Integration Guide
The introduction presents a data-driven snapshot: published datasheet figures and bench measurements converge on a compact part with 3.3 µH nominal inductance (±20%) and a 6.5 A maximum DC current rating. This SMD shielded power inductor targets DC–DC converters and point-of-load supplies where low profile, magnetic shielding and low DCR are required. The report summarizes electrical, thermal and EMI performance, outlines test-method best practices, and delivers concrete design and integration recommendations for US hardware teams.
Bench validation emphasizes measurable metrics: inductance at test conditions, DCR, saturation characteristics and steady-state temperature rise under load. The following sections follow a point→evidence→explanation format so designers can quickly map datasheet claims to board-level behavior and apply practical derating and layout controls.
1 — Product snapshot: electrical, mechanical and package summary (background)

Key electrical specifications (what to list & compare)
Point: List the datasheet values up-front for clarity. Evidence: nominal inductance 3.3 µH @ specified test frequency (±20%), maximum DC current 6.5 A, typical/max DCR (datasheet), saturation current Isat, and rated ripple current; SRF when provided. Explanation: these numbers set converter margins—inductance and tolerance determine ripple amplitude, DCR sets copper loss and efficiency, and Isat defines usable current headroom for transient peaks. For a sample converter, use a 70–80% operating fraction of Isat for conservative design.
| Parameter | Typical / Datasheet |
|---|---|
| Inductance | 3.3 µH ±20% (@ test F) |
| Maximum DC Current | 6.5 A |
| DCR (typ / max) | Datasheet listed (low DCR target) |
| Saturation Current (Isat) | Datasheet definition – see spec |
| SRF | If provided on datasheet |
Mechanical, packaging and mounting details (what to document)
Point: Document footprint, height, weight and shielded construction to inform placement and assembly. Evidence: the part is packaged for SMT with shielded ferrite construction and tape-and-reel suitability noted on the datasheet. Explanation: capture pad geometry, recommended solder fillet, and reflow profile checks early; expect standard SMT fillet goals and verify solder paste volume for thermal and mechanical reliability. A compact dimension table and footprint check reduce rework risk.
2 — Electrical performance under operating conditions (data analysis)
DC resistance, efficiency impact and power loss (measure & explain)
Point: Quantify copper losses from DCR and their impact on converter efficiency. Evidence: measure DCR with a 4-wire micro-ohmmeter; compute P = I²·DCR. Explanation: at 6.5 A peak the loss scales rapidly—using a realistic operating current (e.g., 70–80% of IDC) yields lower steady loss. Perform a loss-vs-current plot and convert power loss into predicted temperature rise for thermal planning; include efficiency-delta tables for a representative buck stage to show system-level impact. Use the long-tail phrase low DCR SMD power inductor when comparing alternatives and illustrate power loss calculation in examples.
Inductance vs DC bias, saturation behavior and ripple current handling
Point: Characterize how inductance falls with DC bias and where saturation begins. Evidence: datasheet and measured L vs I curves reveal inductance drop at rated DC bias; Isat is typically defined by a given % drop in inductance. Explanation: target operating current below 60–80% of Isat depending on allowed ripple and control-loop sensitivity. Include an L vs I curve for the part and discuss how reduced L increases ripple current and can shift loop bandwidth—urgent to validate in a prototype under realistic transient loads. Mention inductance vs DC bias and saturation current test when documenting results.
3 — Thermal, reliability and shielding performance (data analysis + case)
Thermal derating, temperature limits and life expectations
Point: Translate power loss into temperature rise and continuous current capability. Evidence: use measured power loss and thermal resistance estimates (θja/θjc) to predict rise; datasheet provides operating/storage limits. Explanation: recommend thermal test scenarios: steady-state at nominal load and transient surge tests, place thermocouples on part body and adjacent PCB copper. Design with margin for continuous operation—use thermal vias or copper pour on hot side and derate current for expected ambient and airflow conditions.
Shielding effectiveness and EMI implications
Point: Shielded construction reduces external flux and radiated EMI but layout still matters. Evidence: near-field scans and conducted emissions comparisons (component installed vs replaced with dummy) quantify improvement. Explanation: propose an EMI test plan: pre/post component comparison using near-field probes and conducted emissions, and layout tips—place the inductor away from sensitive traces, keep return paths short, and exploit shield orientation to reduce loop area. Shielding reduces but does not eliminate careful layout and filtering.
4 — Test methodology & bench setup to verify datasheet claims (method guide)
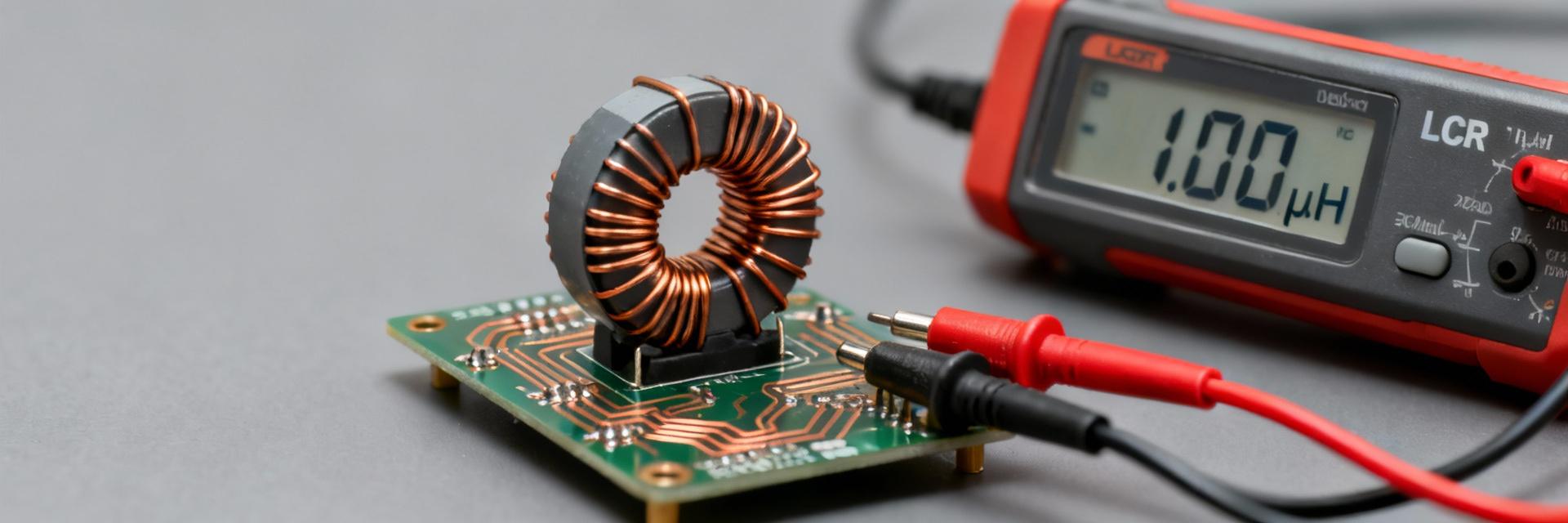
Recommended electrical test procedures
Point: Use repeatable procedures for L, impedance, DCR and saturation tests. Evidence: L measurement at specified frequency, impedance sweep, 4-wire DCR, DC bias sweeps to determine Isat, and ripple current endurance. Explanation: specify instruments: LCR meter with fixture compensation, current source with low noise, oscilloscope for ripple capture. Use fixtures that minimize lead inductance and set pass/fail thresholds (e.g., L within tolerance at test frequency, DCR below spec, Isat margin met).
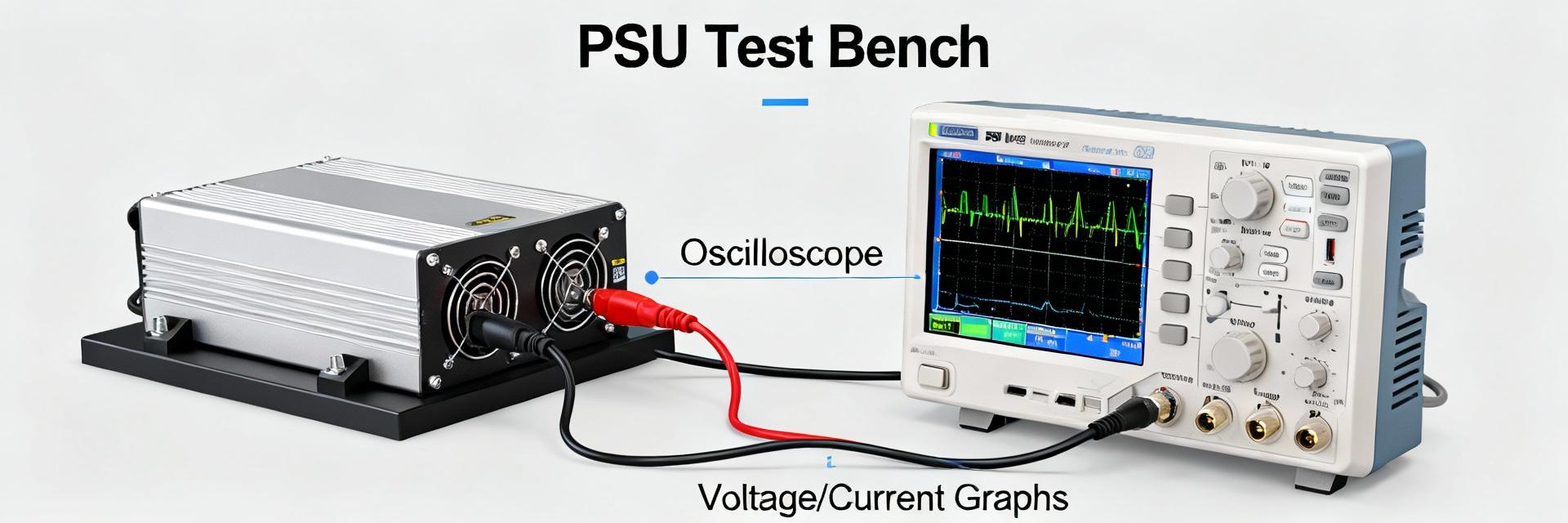
Thermal and EMI test setups
Point: Combine thermal power injection with EMI scans for realistic validation. Evidence: inject power equal to predicted loss, place thermocouples on component body and PCB, run until steady-state; perform near-field scans and conducted emissions tests with a known converter topology. Explanation: acceptance criteria should include maximum temperature rise under rated current, stable inductance change under thermal stress, and emissions within target limits. Present results in annotated plots and tables for clear engineering sign-off.
5 — Integration checklist and design recommendations (action)
PCB layout, placement and soldering best practices
Point: Give concrete layout and assembly rules to minimize loss and EMI. Evidence: recommended pad geometry, short high-current traces, thermal vias and orientation relative to switching nodes reduce parasitics. Explanation: checklist—verify pad size, minimize loop area, add thermal vias under adjacent copper, confirm reflow profile and moisture sensitivity handling. Follow a layout review checklist during the PCB release to production to avoid late changes.
Selection trade-offs, derating rules and alternatives
Point: Offer selection criteria and derating rules to choose this part or an alternative. Evidence: prioritize DCR for efficiency, Isat for current margin, shielding for EMI-sensitive designs. Explanation: use a simple decision matrix in reviews—choose this part for high-current point-of-load in space-constrained shielded designs; opt for higher-Isat or lower-DCR options when application demands larger transient headroom or higher continuous efficiency.
Summary & Key Takeaways
- The SMD shielded power inductor 784771033 offers 3.3 µH nominal inductance and a 6.5 A maximum DC rating suitable for many DC–DC point-of-load converters; validate DCR and L vs DC bias on your board.
- Perform power loss calculation and thermal tests to predict temperature rise and apply thermal vias or copper pours to control steady-state temperature.
- Run saturation current test and L vs I measurements to establish usable operating margin (target 60–80% of Isat depending on ripple).
- Exploit shielded construction to reduce radiated EMI but maintain disciplined layout: short current loops, controlled returns and EMI pre/post testing.